The Ishikawa diagram is also known as the fishbone diagram, cause-and-effect diagram, root cause diagram, or 5M diagram.
This quality tool for root cause analysis is particularly well suited for facilitating FMEA sessions and managing QHSE risks.
In this article, you will discover definitions, uses, and examples, written by our expert consultants specializing in the digitalization of FMEA and risk assessments.
The illustrations are taken from our Robust Engineering Software solution, which enables efficient management of Ishikawa diagrams and FMEA.
What is the 5M or Ishikawa diagram?
Invented by the Japanese engineer Kaoru Ishikawa (1915–1989), the Ishikawa diagram is a brainstorming method used to identify and represent the various causes of a problem or effect, as in FMEA.
The Ishikawa diagram is particularly well suited for risk management. Its visual structure has earned it other names, such as fishbone diagram, cause-and-effect diagram, or 5M diagram.
It is one of the key tools in quality management, Lean, project management, and more.
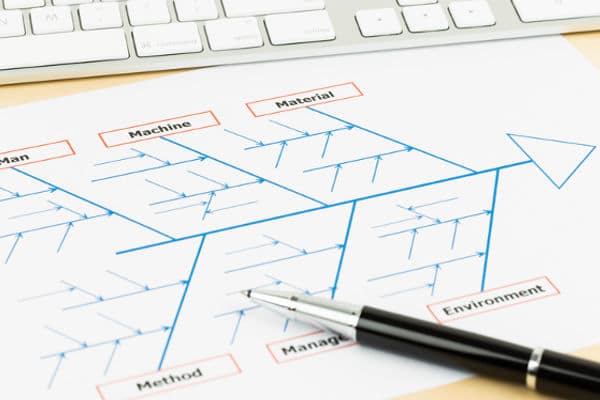
Starting from the identified failure mode or defect, brainstorming is conducted around five categories of causes, all beginning with the letter M:
- Environment (Mother Nature): the workstation, surrounding elements (temperature, dust), and physical organization.
- Methods: procedures, information flows, organization and availability of information.
- Machines / Equipment: manufacturing equipment, machines, tools, spare parts at the workstation.
- Manpower: human resources, personnel qualifications, health.
- Materials: consumables, raw materials used.
Sometimes additional categories are added if relevant:
- Measurement: means of control and measurement
- Management: management style, delegation, hierarchy
- Financial resources: allocated budget, costs
In such cases, the diagram is referred to as a 7M or 8M Ishikawa diagram.
What is the 5M or Ishikawa diagram used for?
The 5M (Ishikawa) diagram helps teams quickly and effectively identify and analyze the causes of a problem and define a targeted action plan.
Its visual format makes it easy to understand and communicate the link between causes and defects—such as potential failures, non-conformities, or malfunctions in FMEA.
Unlike a standard FMEA table, the diagram supports deeper analysis by repeatedly asking “Why?”, encouraging teams to explore underlying causes thoroughly.
Ishikawa / 5M for FMEA
During an FMEA session—whether Product FMEA or Process FMEA—the Ishikawa method helps identify all root causes for each “failure mode,” i.e., the causes that are truly at the origin of the identified problem.
- Ishikawa and Product FMEA provide a structured brainstorming tool to explore causes related to product design.
- Ishikawa and Process FMEA serve as a support for analyzing the different parameters that govern the manufacturing process, for example.
Next comes the screening phase, where only the relevant causes are retained after verification.
With Robust Engineering Software following the AIAG 4th edition FMEA approach, the Ishikawa diagram is fully integrated into the FMEA module. It can be accessed at any time from the “Causes” column by simply clicking the button.
There’s no need for a paperboard, the software allows live entry of brainstorming results, fully connected to the rest of the study.
Once the branches of the Ishikawa diagram are filled in, users can select the causes they want to reintegrate into the FMEA table to continue the analysis and plan the actions needed to address each cause.
Example of a 5M / Ishikawa diagram in an FMEA
To build your Ishikawa diagram for a “non-conforming surface finish,” the working group analyzes the five categories and identifies potential causes:
- Environment: poorly lit workstation, dust, foreign objects
- Methods: untidy or unclean workstation, incorrect procedure version, use of a method not suited to the product
- Machines / Equipment: damaged stamping die, worn die
- Manpower : untrained operator, operator oversight
- Materials: wrong material used, weakened or fragile material

After the brainstorming session, the facilitator enters each identified cause into the FMEA table next to the corresponding potential failure:

The Ishikawa diagram enhances the cause-and-effect analysis phase of your FMEA study, making it more dynamic and efficient.
Evolution of the Ishikawa diagram: 5M, 6M, or 7M?
Initially limited to 5M, the flexibility and practicality of the Ishikawa diagram have led to its increasing use in service companies, which often adopt a 7M diagram. The objective remains the same: to provide a clear visualization of the problem causes that should be prioritized.
The software naturally adapts to your needs, offering a 7M diagram, while allowing you to fill in only 4, 5, or 6 categories if preferred.
With modern tools such as tablets or touchscreens, this diagram is used at quality stations or during multidisciplinary team meetings for effective problem-solving.